摘要:根据您提供的信息分析,厨柜的门面贴10毫米厚x 100毫米宽的波罗木(Merbau wood) 板导致胶力不良的原因及生产需注意的事项
沈先生,您好!
我目前在一间胶粘剂供应商负责销售木工胶粘剂,感谢您上次提的供蒲莱木(Pulai)和日日罗冬木(Jelutong)的鉴别常识,让我受益匪浅。目前我有一个做室内装修工程的客户,他用15毫米厚的木心板(细木工板)作厨房柜的门,厨柜的门面贴是10毫米厚x 100毫米宽的波罗木(Merbau wood) 板,门背面贴纸的胶粘剂釆用双组份水基胶(EPI),经常会发现波罗木脱胶,而且安装门铰链容易松脱。希望您能提供有关导致胶力不良和安装铰链的部位容易开裂松脱的原因,以及在生产工序需要注意的事项作参考,这样我能够与客户有更好的沟通。谢谢!
祝平安!
陈先生
陈先生,谢谢您的来信,根据您提供的信息分析,厨柜的门面贴10毫米厚x 100毫米宽的波罗木(Merbau wood) 板导致胶力不良的原因及生产需注意的事项简述如下:
(一)橱柜门胶力不良的原因以及需注意的事项简述如下
1. 波罗木(Merbua wood) 的质量控制
-含水率:波罗木的含水率不均匀,局部含水率高达16%是导致胶着力不到位的原因之一,建议严格控制木材含水率在10%-12%之间,这是最理想的。
-加工精度:10毫米x100毫米的波罗木板料采用24英寸的双面刨机刨光定厚,用修边锯修定板条宽度。板面刨光如有粗刨刀痕、啃头、厚薄不均或跳刀痕将会导致胶力不良。
-粗刨刀痕对胶着力的影响:双面刨进料速度太快、刀不锋利或装刀精度不达标会导致粗刀痕。假设线速每分钟40米、6000转速的刀头装有四片刨刀,但实际上只有一片刨刀在有效运作,刀片切削圈直径150毫米。将假设数据代入以下a公式与b公式,求得刀痕弧深(弧高) 达0.0739毫米,而一般水基胶膜干后大约为0.05毫米。当木板在胶合时两弧深达0.1478毫米将会造成蜂巢胶膜,导致胶力不良并成假接着状态(如图二、图三)。建议波罗木板面的刨刀痕保持每英寸12刀痕(刀痕宽≤2毫米)刨机线速大约保持每分钟10米,双面刨光板条厚度公差±0.1mm,刨刀保持锋利。
-刀痕弧深(弧高)的参考计算公式如下:
a.刀痕弧线长(毫米) =(限速 x 1000) ÷ (刀片数量 x刀轴转速/分钟)
b.刀痕弧深(毫米) =刀痕弧弦长(毫米)2 ÷(刀头切削圈直径 x 4)
-锯痕质量对胶着力的影响:多片纵切锯经长时间使用,锯片沾满树脂,容易发热,使锯片变形造成锯痕烧焦;进料线速太高、锯片已钝或研磨锯片精度不到位导致粗锯痕。烧焦锯痕或粗糙锯痕影响胶着力。建议定时更换锯片确认无粗糙锯痕的缺点。
2. 拼接木心板质量不稳定
木心板的中板多是用心材或边角料经双面刨和多片纵切锯制成小板条,进行筛选后拼接成50英寸宽x100英寸长的心板,并经砂光机作等厚处理。心板砂平后双面胶合2.7mm三夹板或两层薄木皮,即一层面板和一层中板(cross grain veneer) 。生产管理不规范导致质量不稳定常见的缺点简述如下:
-胶力不到位:i)小板条拼接成50英寸宽x100英寸长的心板之后,员工经常用60#或80#砂带作等厚处理,因砂带粒子太粗破坏心板面纤维导致板面粗糙起毛,造成心板覆合薄木皮胶力不到位而成假接着的缺点,建议木心板的等厚处理用100#砂带最理想。ii)组坏时间控制不规范,尿素胶(UF)膜已干后才进行热圧,导致胶力不良而成假接着状态。
-心板空洞的缺点: 小板条两端不直角对接时留有间隙或心板在布胶机布胶时绷裂松脱(如图四)。建议订购木心板(细木工板)需与供应商协调注明木心板的要求质量。门板发现有空洞的缺点可用木片涂胶填补。
-心板密度不合格:用作木心板的心材密度太过松脆导致胶着力钉着力不到位(如图五)。建议在订购木心板(细木工板)时需与供应商协调注明心板密度≥0.35克/立方厘米。
-含水率不稳定:原木的心材与边角料混合一起烘干将会造成木材含水率不均,导致木心板局部含水率太高而造成胶力不良。
3.调胶质量控制
-比率:一般EPI的调胶比率硬化剂为15%±1%,需根据胶粘剂厂商规定的范围控制调胶比率最理想。
-有效使用间:双组份EPI胶一般有效使用时间45分钟,逾时会导致胶力不良。实际上调胶量最好控制在30分钟用完,即使在胶盆边角留有少量的胶粘剂与新调的一批胶粘剂混在一起也不影响胶粘剂的胶着力。
4.涂胶
采用手提胶辊涂胶时需注意涂量,涂胶量不均匀、局部太少将会导致胶力不到位而成假接着,造成在下一段工序脱胶或使用一段时间后脱胶。
5.组织( Lay-up) 时间控制不规范
组坯时间拖延太长,局部胶膜已结皮将会导致胶力不良。建议严格控制组坯时间,确认加压前胶膜尚保持湿润为基准。
6.压力
冷压机的压力设定后需观察加压橱柜门,其厚度不变形且膜线有挤出如芝麻状胶珠最理想。若木心板太松软使用压力太大将会造成门变形,卸压后门板回弹会导致胶力不良。
7.保压时间
橱柜门冷压机的保压时间设定不足将导致胶着力不稳定。建议保压时间设定后需观察检查确认胶线挤出的胶珠已干为基准。

细木工板作厨柜门,门面贴10毫米厚x100毫米宽的波罗木(Merbau wood)板的假接着胶线,经刨光后可清晰看见粗胶线并有细缝。在装门铰链时即使预先钻螺钉导孔,仍会在锁螺钉时导致波罗木薄板开裂或脱胶的缺点
(二) 波罗木橱柜门安装铰链常有裂痕或脱胶的原因与注意事项
1. 间隙控制
安装橱柜门时需注意门与门框的间隙控制在1.5毫米至2.0毫米之间,间隙太大会导致门关不够紧密,门与门框无间隙太紧则会导致螺钉易松脱。
2. 螺丝起应用不当
应用手提电动螺丝起需适当设定转速,转速太高导致螺钉打滑;门面贴10毫米的波罗木开裂脱胶会造成安装门的铰链容易松脱。
3. 钻螺钉导孔不规范
一般在安装门铰链前需先钻螺钉导孔,螺钉导孔的大小深浅要拿捏好。螺钉导孔太小或太浅导致门板面的波罗木开裂或胶线裂开,而螺钉导孔太大或太深则会导致安装的门铰链容易松脱。若采用自钻导孔螺钉就无需钻螺钉导孔。
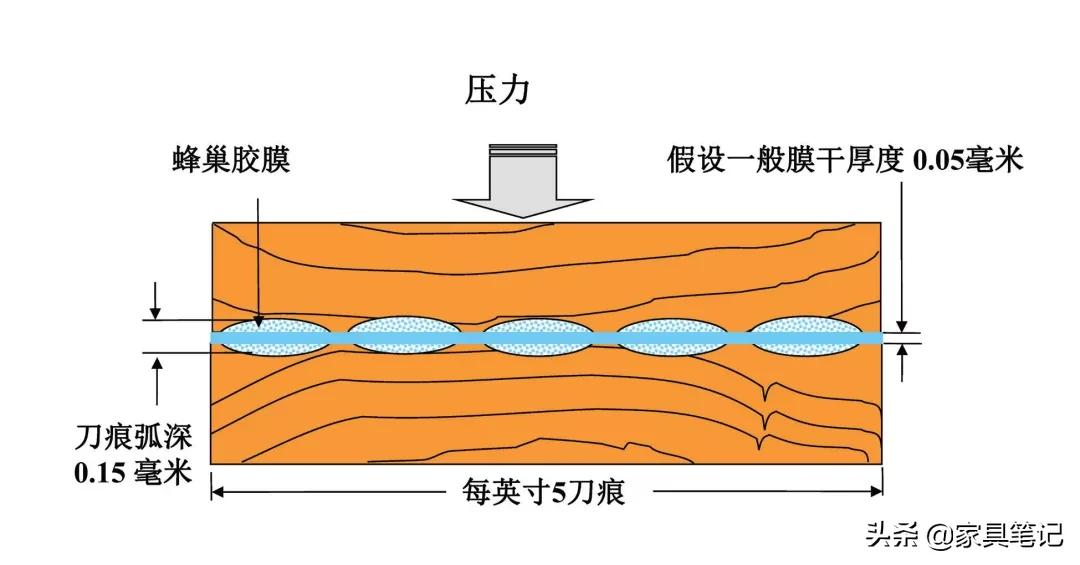
粗刀痕弧深(弧高)达到0.0739毫米。当木板在胶合时两弧深达0.1478毫米时会造成蜂巢胶膜,导致胶力不良成假接着状态示意
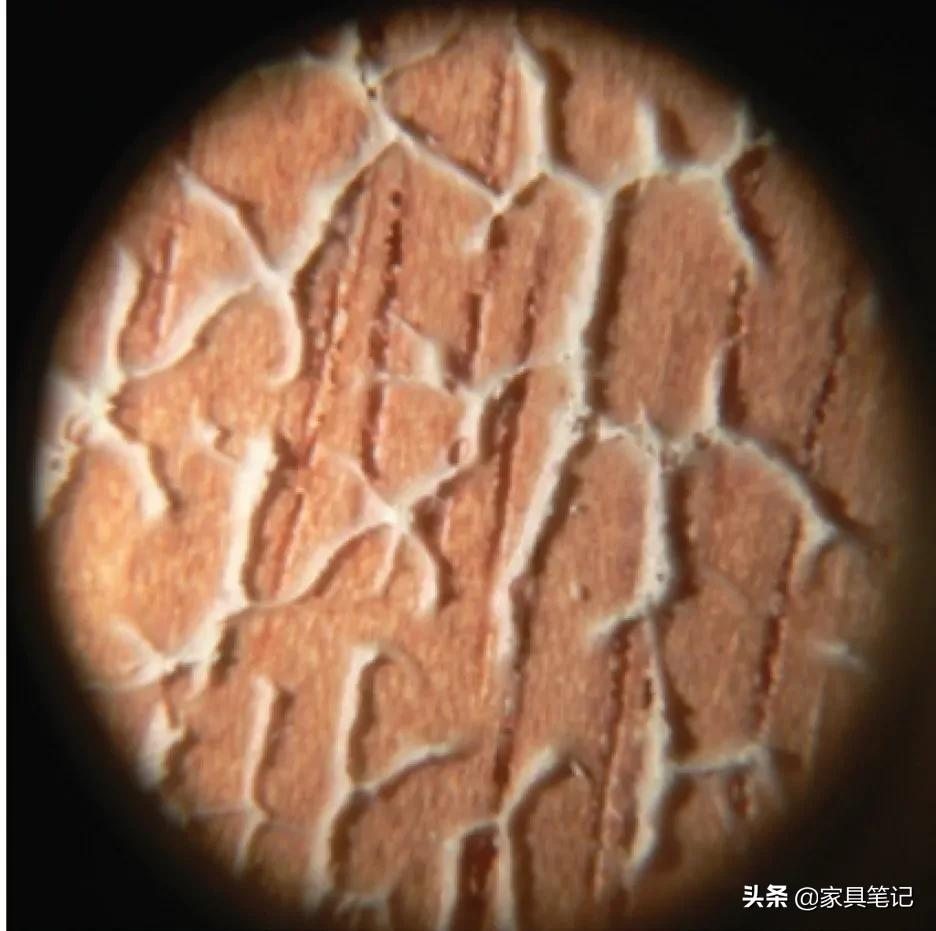
用放大镜观察蜂巢胶膜(Honeycomb glue line)示意

细木工板的心板接缝太大成空心的缺点,将在销螺钉的部位导致钉着力不到位或波罗木簿板开裂脱胶

细木工板的心板太松脆,导致在销螺锁钉的部位钉着力不到位
希望您对以上简单提供的有关导致波罗木板与木心板胶合胶力不良、在安装铰链的部位容易开裂松脱的原因以及在生产工序需注意的事项感到满意。

